
Основы
- Общая информация
- Текущий тип
- Типы электродов
- Свойства типа покрытия
- Правильная сварка покрытым электродом
- Зажигание дуги
- Ведущий электрод
- Влияние электромагнитного отклонения дуги
- Параметр сварки
- Сила тока в зависимости от диаметра электрода
- Для успешной сварки покрытого электрода необходимо следующее оборудование:
Общая информация
Сварка покрытым электродом (процесс № 111) включена в способы сварки, а более конкретно, в способы дуговой сварки плавящимся электродом. Стандарт ISO 857-1 (выпуск 1998 г.) объясняет процессы сварки этой группы с использованием перевода на английский язык следующим образом:
Дуговая сварка плавящимся электродом: электродуговая сварка с использованием использованного электрода. Дуговая сварка плавящимся электродом без защитного экрана: дуговая сварка плавящимся электродом без внешнего защитного газа и ручная дуговая сварка плавящимся электродом: ручная дуговая сварка плавящимся электродом с использованием защитного электрода.
В Германии последний упомянутый метод называется ручной дуговой сваркой или, короче говоря, сваркой покрытыми электродами (разговорная сварка электродами). В англоязычной области этот метод известен под аббревиатурой MMA или MMAW (ручная дуговая сварка металлом). Этот метод характеризуется тем, что дуга горит между расходуемым электродом и сварочной ванной. Внешней защиты нет, экран от атмосферы образован электродом. Электрод является носителем дуги и присадкой для сварки. Оболочка образована шлаком и / или защитным газом, которые включают защитить проходящую каплю и сварочную ванну от притока атмосферных газов, то есть кислорода, азота и водорода.
Текущий тип
Для ручной дуговой сварки (сварка электродами с покрытием) можно использовать как постоянный, так и переменный ток, но не все типы экранов стержневых электродов свариваются с синусоидальным переменным током, например, без чисто основных электродов. При сварке с постоянным током в большинстве типов электродов минус полюс соединяется с электродом, а положительный полюс - с заготовкой. Исключением здесь являются также основные электроды. Сварка в положительном полюсе тогда легче. То же самое относится к определенным целлюлозным электродам. Вы можете прочитать больше об этом в параграфе о типе электродов. Электрод является рабочим инструментом сварщика. Он ведет дугу в сварочном зазоре и плавит края сварного шва, показанные на рисунке 2. В зависимости от типа сварного шва и толщины основного материала требуются разные значения тока. Поскольку токонесущая способность электродов ограничена в зависимости от их диаметра и длины, стержневые электроды доступны в различных диаметрах и длинах. В таблице 1 указаны размеры, указанные в DIN EN 759. По мере увеличения диаметра стержня сердечника могут использоваться более высокие сварочные токи.
Типы электродов
В наличии имеются стержневые электроды с крышками различного состава. Структура экрана определяет характер плавкости электрода, его сварочные свойства и значения металла сварного шва (для получения дополнительной информации см. Параграф «Подбор электрода по назначению» , Согласно DIN EN 499, в стержневых электродах для нелегированной стали используются различные типы защитных устройств. Важно различать основные и смешанные типы. Буквы, используемые в обозначении, взяты из понятий, взятых из английского языка. Буква C = целлюлоза (целлюлоза), A = кислота (кислотная), R = рутил (рутил) и B = основная (щелочь). В Германии тип рутила играет доминирующую роль. Стержневые электроды могут иметь тонкое, среднее или толстое покрытие. В случае рутиловых электродов, которые используются во всех трех толщинах оболочки, электроды с толстой крышкой для лучшего различия обозначены буквами RR. В случае легированных и высоколегированных стержневых электродов не существует такого разнообразия запаздывающих типов. Например, в случае стержневых электродов для сварки нержавеющих сталей, которые определены в DIN EN 1600, различают только рутиловый и основной типы, аналогично в случае стержневых электродов для сварки высокотемпературных сталей (DIN EN 1599), но также и в случае электродов Рутил различает смешанные рутиловые и основные типы, без четкого указания этого состава. Это относится, например, к электродам, которые имеют лучшие сварочные свойства в вынужденных положениях. Стержневые электроды для сварки высокопрочных сталей (DIN EN 757) доступны только с базовым покрытием.
Свойства типа покрытия
Состав и толщина покрытия оказывают большое влияние на сварочные свойства. Это относится как к устойчивости дуги, так и к прохождению материала во время сварки, а также к вязкости окалины и сварочной ванны. Размер капель, проходящих через арку, имеет особое значение. 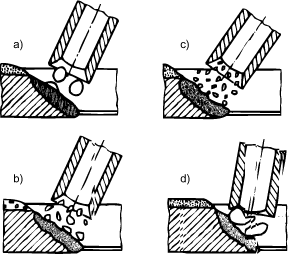 На рисунке показан схематичный поток капли в четырех основных типах отстающих: целлюлоза (а), рутил (б), кислота (в), щелочная (г).
На рисунке показан схематичный поток капли в четырех основных типах отстающих: целлюлоза (а), рутил (б), кислота (в), щелочная (г).
Крышка состоит в основном из органических материалов, горящих в дуге и выделяющих газ, защищающих место сварки. Поскольку покрытие, помимо целлюлозы и других органических веществ, содержит лишь небольшое количество материалов, стабилизирующих дугу, образуется очень небольшое количество гангрены. Электроды в корпусе из целлюлозы особенно хорошо подходят для сварных швов, свариваемых сверху вниз, поскольку нет необходимости опасаться, что перед соединением образуется слой гангрены.
Кислотный тип (А), покрытие которого состоит преимущественно из железной руды и марганца, обеспечивает большое количество кислорода в атмосферу вокруг дуги. Он поглощается сварным материалом и снижает его поверхностное натяжение. Благодаря этому материал переносится в виде мелких капель, а сварной материал сильно псевдоожижается. Эти типы электродов поэтому не подходят для сварки в принудительных положениях. Дуга также очень горячая и обеспечивает высокую скорость сварки, но имеет тенденцию к затоплению. Описанные дефекты привели к тому, что электродные стержни с только кислотными покрытиями очень редко используются в Германии.
Рутиловые кислотные (RA) электроды, смешанный тип между кислотными и рутиловыми электродами, чаще используются вместо этого. Электрод также имеет соответствующие сварочные свойства. Покрытие с рутиловым электродом (R / RR) состоит в основном из диоксида титана в форме минерального рутила (TiO2) или ильменита (TiO2). FeO) или искусственный диоксид титана. Электроды этого типа характеризуются прохождением материала в виде мелких или средних капель, спокойного плавления без брызг, очень точного сшивания, легкого удаления гангрены и легкого повторного зажигания. Это последнее свойство можно наблюдать только в случае рутиловых электродов с высокой долей TiO2 в покрытии. Это означает, что в случае электрода, который уже расплавлен, можно повторно зажечь, не удаляя кратер. Слой гангрены, который сформировался в кратере с достаточным содержанием TiO2, имеет почти такую же проводимость, что и полупроводник, так что после того, как электрод приблизится к краю кратера, дуга воспламеняется, не касаясь элемента стержнем сердечника. Это самопроизвольное повторное зажигание всегда важно, когда процесс сварки часто прерывается, например, в случае коротких сварных швов.
В дополнение к типу чистого рутила в этой группе электродов есть также несколько смешанных типов. Это может быть, например, рутилцеллюлозный (RC) тип, в котором часть рутила заменена целлюлозой. Поскольку целлюлоза горит во время сварки, образуется меньшее количество гангрены. Поэтому этот тип также можно использовать для сварки сверху вниз (положение PG). Тем не менее, он также имеет хорошие свойства в большинстве других предметов.
Другой смешанный тип - рутилово-основной (РБ) тип. Электроды этого типа имеют немного более тонкое покрытие, чем в случае типа RR. Эта особенность, а также особые характеристики гангрены делают их особенно хорошо подходящими для сварки снизу вверх (PF). Основной тип остается (B). Крышка электрода этого типа состоит в основном из основных оксидов кальция (CaO) и магния (MgO), к которым добавляется флюорит (CaF2) для ослабления затухания. Флюорит с более высоким содержанием ухудшает сварку переменного тока. Поэтому чисто щелочные электроды не подходят для сварки переменным током с синусоидальной характеристикой, но существуют также смешанные типы с меньшим содержанием флюорита в покрытии, которые можно использовать с этой характеристикой тока. Переход материала основного электрода происходит в виде средних или толстых капель, а сварочная ванна плотная. Электрод можно хорошо сваривать во всех положениях. Получающиеся швы, однако, немного более выпуклые из-за более высокой вязкости свариваемого материала и имеют более толстые ребра. Сварной материал очень плотный.
Щелочная задержка гигроскопична. Поэтому следует позаботиться о том, чтобы они содержались в чистом и сухом месте. Электроды, которые были увлажнены, должны быть высушены. Однако сварной материал имеет очень низкое содержание водорода, если электроды сварены сухим способом. Помимо стержневых электродов с нормальной эффективностью (<105%), есть и такие, которые имеют более высокую эффективность благодаря железному порошку, добавленному в крышку (чаще всего> 160%). Такие электроды называются электродами с железным порошком или высокоэффективными электродами. более экономичны, чем обычные электроды, однако их использование обычно ограничивается горизонтальным положением PA или PB.
Правильная сварка покрытым электродом
Сварщик должен быть хорошо квалифицирован, не только с точки зрения ручного труда, но также должен обладать соответствующей квалификацией, чтобы избежать ошибок. Руководящие принципы DVS (Немецкого сварочного союза) по сварке и связанным с ними процедурам признаны во всем мире, а также приняты Международным сварочным союзом (IIW). Сварные элементы должны быть сварены перед началом сварки. Прихватные швы должны быть такими длинными и такими толстыми, чтобы элементы не могли чрезмерно деформироваться относительно друг друга во время сварки и чтобы точки прихвата не отпускались.
- заготовки
- шов
- шлак
- лук
- Электрод обернут
- Держатель электрода
- Сварочный источник питания
Зажигание дуги
Процесс сварки для сварки покрытого электрода может быть инициирован контактным зажиганием. Чтобы замкнуть электрическую цепь, сначала закоротите электрод и обрабатываемую деталь, а затем слегка приподнимите электрод, чтобы зажечь дугу. Следовательно, процесс воспламенения никогда не должен происходить вне сварного шва, а в основном только в тех местах, которые будут расплавлены вскоре после того, как дуга была зажжена. В местах, где невозможно воспламениться, в случае очень чувствительных материалов существует риск растрескивания из-за внезапного нагрева. В случае, когда основные электроды имеют тенденцию к образованию пор в начале сварного шва, воспламенение должно происходить даже в течение более длительного времени до фактического начала сварки. Дуга будет затем отведена к начальной точке сварного шва, и во время последующей сварки первые отстойные капли, которые обычно являются пористыми, снова расплавятся.
Ведущий электрод
Электрод подводится к поверхности пластины вертикально или слегка по диагонали. Слегка наклонен в направлении сварки. Длина видимой дуги, то есть расстояние между краем кратера и поверхностью заготовки, должна в большей или меньшей степени соответствовать диаметру стержня сердечника. Основные электроды должны быть сварены с очень короткой дугой (зазор = 0,5 х диаметр стержня сердечника). Чтобы обеспечить это, его следует переносить более вертикально, чем рутиловые электроды. В большинстве положений, стежки стержня свариваются или происходит небольшое колебание с расширяющейся шириной строжки. Только в положении PF маятниковые стежки натягиваются по всей ширине строжки. Как правило, концевая сварка следует, только в положении PF электрод прокалывается.
- Сварочный зазор
- Стержневой электрод
- Жидкий шов
- Жидкая гарь
- Зола остывает
Влияние электромагнитного отклонения дуги
Эффект отклонения электромагнитной дуги - это явление удлинения дуги из-за ее отклонения от центральной оси, во время которого слышен шипящий звук. Такое отклонение может вызвать разрыв сварного шва. Кроме того, проникновение может быть недостаточным, и во время сварки, которая сопровождается гангреной, могут появиться гангреновые включения в результате гангрены перед местом сварки. Отклонение дуги происходит в результате действия магнитного поля. Как и любой проводник, по которому течет ток, электрод и дуга окружены электромагнитным полем в форме цилиндра, который отклоняется в зоне дуги в точке перехода к основному материалу. В результате линии электромагнитного поля на внутренней стороне расположены более плотно, а на внешней стороне реже. Дуга изгибается в сторону более слабого электромагнитного поля. В результате он удлиняется и издает шипящий шум из-за увеличения напряжения дуги. Противоположный полюс оказывает отталкивающее воздействие на арку. Изменение магнитной силы происходит из-за того, что электромагнитное поле распространяется в ферромагнитном материале лучше, чем в воздухе. Поэтому дуга притягивается большими металлическими массами. Это проявляется, среди прочего также в том, что при сварке ферромагнитного материала дуга отклоняется внутрь на концах пластины. Отклонению дуги можно противодействовать, поместив электрод под прямым углом. Поскольку отклонение дуги во время сварки постоянным током особенно велико, сварка должна быть возможной попеременно, если это возможно, что позволит вам выровнять или, по крайней мере, значительно уменьшить этот эффект. Отклонение дуги может быть особенно большим из-за действия смежных металлических масс при сварке корневых слоев. Здесь полезно, когда переход магнитного поля поддерживается с помощью плотных, не слишком коротких прихваток.
Параметр сварки
При сварке покрытым электродом вы можете установить только ток. Напряжение дуги зависит от длины дуги, поддерживаемой сварщиком. При настройке тока учитывайте токонесущую способность для диаметра используемого электрода. Принцип заключается в том, что нижние предельные значения действительны для сварочных корневых слоев или позиций PF, в то время как нижние предельные значения относятся к оставшимся позициям и начальным или верхним слоям. По мере увеличения тока производительность плавления снижается, и, следовательно, от этого зависит скорость сварки. Выдув также больше с увеличением тока. Указанные токи действительны только для нелегированных и низколегированных сталей. В случае высоколегированных сталей и материалов на основе никеля следует устанавливать более низкие значения из-за более высокого удельного электрического сопротивления стержня сердечника.
Сила тока в зависимости от диаметра электрода
Следующие правила должны быть приняты во внимание при расчете отдельных токов в А:
20-40 х Ø
- При диаметре 2,0 мм ток должен составлять от 40 до 80 А.
- При диаметре 2,5 мм ток должен составлять от 50 до 100 А.
30-50 х Ø
- При диаметре 3,2 мм ток должен составлять от 90 до 150 А.
- При диаметре 4,0 мм ток должен составлять от 120 до 200 А.
- При диаметре 5,0 мм ток должен составлять от 180 до 270 А.
35-60 х Ø
- При диаметре 6,0 мм ток должен составлять от 220 до 360 А.
Для успешной сварки покрытого электрода необходимо следующее оборудование:
Более подробную информацию о сварке покрытым электродом можно найти в нашем Сварочная лексика ,
Похожие
LED - светоизлучающий диод: основы, виды и характеристикиСветодиод или светоизлучающий диод - это полупроводниковое устройство, которое излучает свет благодаря эффекту электролюминесценции. Светодиод - это в основном PN-диод, который излучает свет при смещении вперед. Светоизлучающие диоды есть практически везде. Вы можете найти светодиоды в автомобилях, велосипедах, уличном освещении, домашнем освещении, офисном освещении, мобильных телефонах, телевизорах и многих других. Причиной такого широкого спектра применения светодиодов Новый Ford Edge - информация, технические данные, прайс-лист - Авто тест
... вный внедорожник высшего класса, предлагающий уровень комфорта, типичный для премиального сегмента, сложные системы помощи водителю и динамику вождения в этом классе автомобилей, что делает его еще более привлекательным автомобилем в сегменте самых продаваемых автомобилей на европейском континенте. , [TOC] Автомобиль оснащен технологиями, в том числе: Активный шумоподавление Для чего нужен автомобильный инвертор и какую модель выбрать?
Отсутствие электрической розетки на маршруте может эффективно нарушить движение вперед, в частности, когда путешествие происходит не в личных или профессиональных целях. Как это исправить? Одним из решений является покупка автомобильного инвертора, который позволит вам заряжать и использовать несколько устройств одновременно, в том числе и во время вождения автомобиля. Инвертор OPTIMA TIG MMA 200A ИНВЕРТОР Сварочный аппарат
... сварки - нержавеющая сталь - высоколегированные стали - такие материалы, как алюминий, медь, титан, никель и их сплавы из чугуна Сварочный аппарат TIG / MMA OPTIMA WS-200 P - это современное устройство, разработанное с учетом современных принципов минимализма. Он очень маленький - легкий и удобный - и в то же время оснащен мощным генератором POWER - до 200 ампер! Специальные функции для облегчения работы Плавное Как это исправить?